
Why Battery Cell Laser Welds Need Metallographic Process Control?
Why Battery Cell Laser Welds Need Metallographic Process Control?
Battery cell laser weld inspection can be considered a quality challenge in the electric vehicle industry today. One bad weld can destroy an entire battery. It is not, however, enough to only use visual processes. The defects, which threaten the safety and longevity of the battery, are not on the surface. It is necessary to implement the metallographic process control to ensure the quality of the weld.
This will allow us to look inside the weld and see the porosity, crack formations, and poor penetration. In the text that follows, you will understand the importance of the metallographic sample preparation in the quality control of the battery cell. You will also understand a simple way of performing the cross-section analysis of the weld.
Finally, you will understand how the concepts of the metallographic sample preparation can be applied to the processes to ensure the quality of the welding of the battery cells to the highest standards necessary to create the highest quality, top-performing batteries for the electric vehicle industry.
Challenges in Battery Cell Laser Welding
Laser welding, as a quality control measure in the battery cell, is a very precise and delicate procedure. The combination of the thin metals used in the battery cell has to be inspected through very specific processes.
Common weld defects for battery cells: porosity, cracks, and undercuts
There are three major defects, which usually occur during the welding of the battery cells. These defects, which threaten the quality and longevity of the battery cells, include porosity, cracks, and undercuts. Porosity is usually characterized by the formation of bubbles, which are trapped during the solidification of the metals. Cracks, on the other hand, usually occur as a result of thermal stress and cooling. Undercuts, however, are usually characterized by the formation of a groove, which runs along the edges of the weld.
Such defects may occur individually and in combination, and based on the extent of the defects, they may influence the weld requirement and/or cause premature failures.Impact of Weld Quality on EV Battery Performance and Safety
Low-quality welds can also cause a major deterioration in the reliability and safety of the welds. In the event of insufficient welds, the electrical resistance is increased, and as a result, there are major losses in efficiency, which may also cause overheating of the welds.
Moreover, defective welds may also cause moisture to enter the products, which may result in internal shorts and/or corrosion. In the worst case scenario, defective welds may cause a phenomenon known as thermal runaway, which is characterized by uncontrollable temperatures and failures in the products.
Cutting Operation of Large EV Drive-Motor Stators — with Servocut 602 AX-R
Why Visual Inspection Alone Isn’t Sufficient for Battery Welds
A primary test for the welds is required to be carried out through a basic process of visual inspection. However, the process of visual inspection alone would not be able to detect the underlying issues that pose the maximum risk for weld failures. The appeal and looks of the welds may be misleading and may cause the welds to be porous and/or unfused, and/or may cause internal cracks in the welds.
It is also required to be noted that the heat-affected zone of the welds also needs to be inspected properly, as in some cases the microscopic strength properties of this area may be different from the main material. There may be microscopic damages in this area, which may not be visible to the naked eye.
There are now many industry standards that recommend more advanced testing than just examining the weld, in order to ensure the integrity of the weld during the product life cycle.
Role of Metallographic Process Control in Weld Evaluation
The metallographic examination is considered the standard test for weld integrity inside battery cells, which will allow for the observation of the structures that are not visible through the utilization of surface examination, thus affecting performance and safety.
What is metallographic process control in laser welding?
Metallographic process control is an examination of the microscopic structure of the weld, which can be achieved through the correct process of specimen examination and microscopic examination. This is considered a destructive test, whereby the specimen will be machined, mounted, grounded, polished, and chemically etched. This process will allow for the examination of the internal structures and defects of the weld, giving an inside look at the weld under 50-500X magnification power.

The value of cross-section analysis in battery welds
Cross-section analysis offers unprecedented levels of clarity in weld quality. Moreover, it is not possible to produce an accurate evaluation of the quality of welds simply by analyzing the surface, which may be composed of factors such as whether the welds are fused, have penetrated, and do not have any internal defects, as it is only through cross-section analysis that it is possible to understand weld quality. Moreover, this is considered critical in battery cells, whereby reliable electrical and mechanical properties through thousands of welds depend on it.
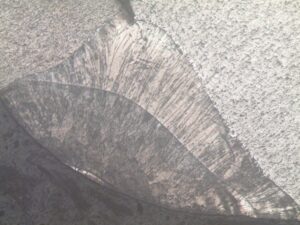
Weld penetration and HAZ measurement under the microscope
The HAZ area, under the microscope, is considered critical since it has been noted that the microstructure of this area differs from that of the parent metal. When etched adequately, i.e., 3% Nital, these areas have different appearances. From the measurements, it has been noted that:
Weld penetration depth v specs
– HAZ Width and Characteristics
– Grain structure changes that affect strength
– Microstructural anomalies
These are quantifiable data for battery cell quality; hence, metallographic analysis is indeed an indispensable tool for verifying battery cell quality.
Step-by-Step Metallographic Sample Preparation for Battery Welds
A proper analysis of battery weld samples relies on solid principles of specimen preparation, where the approach should enable clear observation without any artifacts that may cause misinterpretation.
Cutting and Mounting of Laser Welded Joints
First, precise cutting of the battery weld samples should be done properly. The cutting parameters are set according to the material and the size of the samples to be cut. The cutting speed ranges from 100-400 μm/s for cutting and 2000-2800 RPM for rotation. Cutting should be done perpendicularly to the weld.
After precise cutting, mounting of the samples makes handling much easier. Hot mounting using epoxy resin under 220-260 bar pressure and 180-190°C temperature provides stability for battery weld samples. Cold mounting may be done for materials that cannot withstand high temperature.
Grinding and Polishing of Battery Weld Samples
Grinding should be done to remove cut marks and prepare the samples for analysis. This is done by progressing from coarse to finer grade paper to keep the surface cool to prevent any microstructural changes.
Polish to mirror finish to enable observation of clear microstructures, where diamond suspensions from 9 to 1 μm are used to polish the surface to be free from scratches to enable clear observation of welding details.

Weld Macro Etching and Microstructure Analysis
Etching also assists in the differentiation of various structures through the use of grain boundary penetration. In the case of battery welds, 3-10% Nital etching is satisfactory. Etching involves a quick immersion followed by a quick rinse and dry. Effective etching should be possible to distinguish the three zones: the fusion zone, HAZ, and base material at 50-500x.
Recommended equipment: Metkon Metallography solutions
To effectively analyze the battery welds, certain equipment is necessary. Metkon MICRACUT is used for small battery weld analysis, whereas SERVOCUT is used for large battery weld analysis. The use of the ECOPRESS mounting systems allows for temperature and pressure control, while the grinding and polishing solutions provided by Metkon ensure the surface finishes needed for the microstructures.
Integrating Metallography in EV Battery Quality Control
To effectively apply the laboratory results to the production process, a plan should be formulated to integrate the metallographic analysis with the production process to ensure the quality and safety of the battery.
How to Inspect Laser Welds in the Battery Cells Manufacturing Process
To inspect the laser welds in the battery cells manufacturing process, a combination of non-destructive and destructive metallography should be applied. As discussed earlier, non-destructive tests can be started with a visual test of the defective areas on the surface of the object followed by a magnetic test if the object is made of ferromagnetic materials. In a similar way, when the object is not made of a ferromagnetic material, a dye penetrant test is.
To apply statistical sampling to the battery cells to determine the number of welds to be fully checked through metallography, 1-3 samples from a batch should be checked to evaluate the quality of the welds.



Documentation and reporting of the weld quality
Maintain a detailed traceable report of the quality of each batch of the processed material. The reports to be included are:
– Cross-Section Micrographs at Standard Magnification
– Measured penetration depth & HAZ width
– Defects observed, if any, and classified
– Status for pass/failing criteria
– Digital images archived for trend analysis purposes.
Gigafactory metallography lab setup and workflow
In a laboratory of one of the best gigafactories in the world, separate sections of the laboratory will be allocated to different stages of the metallography preparation. Precision cutters, mounting presses, grinding, polishing, and other necessary equipment, as well as a metallurgical microscope, are the necessary requirements of a metallography laboratory.
Conclusion
Metallographic process control – not an optional practice for Battery Cell production. Defects found within the weld, not visually detectable to the naked eye, could potentially bring serious problems to the entire battery cell package. Cross-section analysis is critical to determine the penetration of the weld, the weld fusion area, as well as the weld microstructure.
This process flow from cutting and mounting the parts, grinding, polishing, and finally etching, allows for a proper evaluation of the welds, as well as any defect detection prior to any field failures. By utilizing a statistical sampling method, this methodology allows for a solid QA process to be followed within the production of the EV cell. A metallography laboratory is a valuable resource to any gigafactory, which can be utilized as proof of the weld quality rather than the results of the visual inspection.
FAQs
Q1. Why can’t visual inspection be considered sufficient for the laser welds of the battery cells?
In visual inspection, the defects are not visible internally. Therefore, the analysis related to metallography must be carried out.
Q2. What are the usual defects in battery cell laser welding? Porous structures, cracks, and undercuts are mostly the common defects.
Q3. How does the metallographic process control enhance the evaluation of a weld? The internal structure, the area involved in the process of melting, and the area affected by heating are revealed.
Q4. What are the main steps involved in the preparation of the metallographic sample in the case of battery welding? The steps involved are precise cutting, mounting, grinding, and polishing. The steps involved are very critical.
Q5. Explain the application of metallographic materials analysis within the manufacturing process of EV batteries. Apply a statistical sampling plan, design a reference metallography laboratory, and document reporting to ensure quality work during the manufacturing process.



