Metallographic Preparation of Titanium and Its Alloys
Metallographic Preparation of Titanium and Its Alloys
Metallographic preparation of titanium and its alloys faces unique difficulties that set it apart from the conventional metals used in industry. Its hexagonal close-packed crystal structure causes deformation twinning in titanium, and its surface chemistry causes smearing and embedding during grinding and polishing processes. Specialized knowledge is essential to ensure proper microstructural analysis in titanium and its alloys. This article covers the process of metallographic preparation in titanium from sectioning to final polishing using Kroll’s etchant, electrolytic etching, and critical tips to avoid twinning in titanium. You’ll find out the exact steps to be followed to ensure defect-free surfaces in titanium for microstructural analysis.
Understanding the Metallographic Challenges in Titanium
Metallographic preparation in titanium involves understanding the physical and chemical properties that act against the conventional metallographic processes used in industry.
Deformation Twinning in Hexagonal Close-Packed Crystal Structure
The alpha phase in titanium has a hexagonal close-packed crystal structure with severely limited slip systems for conventional plastic deformation at room temperatures. When subjected to the shear stresses developed during cutting or grinding processes in metallographic preparation, the crystal structure cannot accommodate these stresses using conventional slip systems. Instead, the crystal structure suddenly changes its geometry to accommodate these stresses, leading to deformation twinning in titanium.
When viewed using a polarized light microscope, these mechanically induced twins appear as distinct bands of straight lines that completely traverse the crystal grains in the alpha phase. An untrained metallographer may misinterpret these artificially induced features in the crystal structure as natural features that have developed in the material during service. These could be stress-induced martensites or features developed due to catastrophic fatigue in the material. Removing these layers of deformation twinning in the material takes considerable time during intermediate polishing steps.
Moreover, far more insidiously, titanium’s reactive surface chemistry, when exposed to high frictional heat in ambient atmosphere, results in an extremely aggressive interstitial absorption of oxygen and nitrogen. This localized interstitial absorption of elements strongly stabilizes the alpha phase at the surface, creating a hard and brittle layer of enriched oxygen, which is commonly referred to as alpha case. While actual manufacturing-induced alpha case remains an extremely critical defect requiring measurement in quality control of titanium forgings and castings, laboratory cutting and grinding operations without massive coolant flow can artificially induce an alpha case layer that precisely and accurately mimics actual alpha case, potentially leading to rejection of entirely sound aerospace components.
Reactive Surface Chemistry and Oxide Passivation
Titanium exhibits an extremely high affinity for oxygen and instantly forms an extremely stable protective layer of titanium dioxide upon exposure to ambient atmosphere. This extremely fast rate of oxide formation makes chemical etching operations necessary to observe microstructural features after polishing titanium alloys. The chemical etchant agents used in this operation must be extremely potent, containing specific acids capable of actively stripping and dissolving this extremely tough passivation layer to obtain an adequate contrast for microscopic examination.
How to Prepare Aluminum Testing Specimens: Essential Metallographic Techniques for Accurate Results
Sectioning and Mounting Titanium Samples
Metallographic preparation of titanium alloys starts with sectioning, in which the damage caused during cutting must be removed during subsequent grinding and polishing of titanium alloys. Due to titanium’s extremely high reactivity to heat and twinning, the sectioning operation and equipment you select directly determine the success of your overall titanium metallographic preparation operation.
Wet Abrasive Cutting with Specialized Wheels
For the routine sectioning of large titanium ingots, forged billets, and structural aerospace components, the wet abrasive cutting process offers the industry standard solution. Your main goal revolves around the use of an abrasive cutting wheel that wears down and sheds its grains at a consistent rate. If the cutting wheel is too hard, the grains will become dull when cutting through the tough titanium material, rather than breaking off to offer fresh cutting edges. This situation results in excessive friction, the generation of immense heat, and the inevitable metallurgical burning of the surface.
The TRENO-M and TRENO-NF-Ti series of specialized resin-bonded abrasive cut-off wheels offer the solution to this problem, designed for use on ductile materials. These wheels feature a silicon carbide matrix bonded with a relatively soft resin. As the wheel cuts through the titanium, the resin continues to wear away, shedding the dull cutting edges to constantly offer fresh sharp silicon carbide cutting edges. This process prevents the loading up of the cutting wheel with sticky titanium swarf, minimizing the heat generated to almost negligible levels.
Your cutting equipment must offer absolutely rigid specimen clamping and massive, uninterrupted coolant flow. High-capacity automatic abrasive cutting machines, such as the SERVOCUT 302, 402, and 602-AX series, offer fully automatic X, Y, and Z-axis movements. These machines enable you to program advanced cutting techniques such as rapid pulse cutting. By pulsating the cutting blade rapidly into and out of the material, you ensure that the specialized liquid coolant, such as METCOOL or METCOOL NF, consistently flows through the cutting process. This pulsating action ensures the removal of the heat and swarf that can damage the specimen.
Precision Wafering for Delicate Components
For aerospace components of a delicate nature, such as those with thin cross-sections or irregular geometries, precision wafering techniques provide better control of the precision of the cut, resulting in minimal loss of materials during the metallography of titanium alloys.
For small-scale, highly intricate components, such as biomedical dental implants, delicate electronic substrates, or complex additively manufactured titanium lattice structures, aggressive abrasive chop-cutting is entirely inappropriate. Instead, precision wafer cutting is required to minimize kerf loss, prevent macroscopic structural crushing, and preserve highly delicate microstructural features.
Precision cutting operations are executed using highly specialized machines, such as the Metkon MICRACUT 152, 200-S, and 202, which are explicitly engineered for high-precision, low-load material sectioning. These delicate instruments utilize ultra-thin, high-concentration diamond wafering blades, such as the Metkon TRENO-HP series. The precision cutting of titanium on these machines is typically performed at highly variable rotational speeds ranging from 100 to 5000 RPM, utilizing a microprocessor-controlled automated feed mechanism capable of advancing the specimen into the blade at rates from 5 to 5000 µm/s. This ensures a slow, remarkably steady progression through the tough material without ever inducing massive thermal spikes or mechanical shock.
When executing precision cuts on highly ductile titanium, it is absolutely crucial to use highly refined, oil-based cutting fluids. These specialized fluids prevent the inherently sticky titanium swarf from mechanically welding to and coating the microscopic diamond abrasive grains on the blade. Regular conditioning and dressing of the diamond blade using an appropriate alumina dressing stick is also strictly required to maintain optimal cutting efficiency, expose fresh diamonds, and prevent catastrophic heat buildup during the precision sectioning process.
Hot Compression Mounting Parameters
Hot compression mounting techniques employ thermosetting resins, which are simultaneously subjected to high-temperature conditions and massive hydraulic pressures, resulting in the seamless encapsulation of the sample component. ECOPRESS Automatic Mounting Presses, including the ECOPRESS 100 and 102, completely automate the hot compression mounting process by employing microprocessors that control the entire process, including the heating ramps, application of pressure, curing, and the water-cooling process.
Selection of the appropriate resin for the hot compression mounting process of the sample component is critical for the success of the metallography of the component. For the microstructural analysis of titanium alloys, the use of a mineral-filled or glass-filled epoxy-based powder, such as EPO Epoxy, proves appropriate for the hot compression mounting process, given its adhesion properties for the sample component’s surface. Filled resins have the advantage of minimal thermal shrinkage during the cooling process, resulting in minimal microscopic gaps between the metallic component and the polymeric resin.
Conductive Bakelite for Electrolytic Application
For the high-magnification analysis of the titanium component under a Scanning Electron Microscope, or for the electrolytic polishing and etching of the component, the use of a non-conductive resin for the hot compression mounting of the sample component proves inadequate, requiring the use of a conductive bakelite, such as CON Conductive Bakelite, for the hot compression mounting process.
Grinding and Polishing of Titanium Alloys
After the hot compression mounting of the sample component, grinding removes the damage resulting from the sectioning of the component, creating a flat plane for the polishing of the component, which consists of removing the grinding deformation layer through a series of polishing operations.
Planar and Fine Grinding: Establishing the Reference Surface
The primary, overarching objective of the grinding phase is to establish a perfectly flat, co-planar reference surface across all mounted specimens, and to systematically, deeply eradicate the massive zone of subsurface deformation and thermal damage previously introduced during the abrasive sectioning process. The sequential transition from coarse grinding to ultra-fine grinding must be executed meticulously and patiently; rushing this phase by skipping grit sizes or using excessive pressure will embed deep, permanent scratches that are utterly impossible to remove during the final, softer polishing stages.
The precise grinding of titanium is executed using advanced, heavy-duty rotary systems such as the Metkon FORCIPOL grinder and polisher base units, invariably paired with FORCIMAT automated sample moving heads (such as the FORCIMAT 52 or the highly advanced FORCIMAT 102). The integration of the automated FORCIMAT head is absolutely crucial for titanium; it ensures constant, unvarying, reproducible downward pressure and rotational kinematics, which is something manual, hand-held preparation simply cannot ever guarantee.
Central vs. Individual Force Dynamics
When configuring and utilizing an automated head like the FORCIMAT system, the laboratory operator must make a critical choice between applying individual force or central force to the specimens. This choice fundamentally alters the mechanics of the grinding process.
In an Individual Force configuration, pneumatic downward pressure is applied via separate, independent pistons directly to the back of each individual specimen mount. This setup allows for exceptional laboratory flexibility, enabling the operator to seamlessly remove, inspect, and replace single samples mid-run without disturbing the pressure applied to the others. However, because each specimen is allowed to articulate slightly within its individual holder, this method is slightly more prone to inducing microscopic edge rounding during heavy grinding.
Conversely, in a Central Force configuration, a single, massive, uniform pneumatic pressure is applied to a rigid, central driving column connected directly to a heavy-duty, fixed sample holder plate (capable of accommodating, for example, six Ø40mm mounts simultaneously). This locks all six specimens immovably into a completely fixed, perfectly rigid plane, completely eliminating any possibility of individual sample rocking or tilting. Central force delivers the absolute ultimate in perfect edge retention and flawless coplanarity across all samples, which is why it is heavily preferred and often mandated for stringent aerospace failure analysis, exacting research and development, and precise measurements of microscopic alpha-case layers.
Traditional Silicon Carbide Grinding Protocols
The most widely established, traditional methodology for the planar and fine grinding of titanium relies on a sequential progression of Silicon Carbide (SiC) abrasive papers. Metkon’s high-quality DEMPAX or DEMPAX-F SiC papers are specifically engineered and utilized for this exact purpose.
Because titanium alloys are extraordinarily tough and highly abrasion-resistant, the sharp angular facets of the SiC abrasive grains dull remarkably rapidly when cutting the metal. Extensive empirical evidence shows that extending the use of a single piece of SiC paper beyond 30 to 60 seconds of active grinding will result in the abrasive entirely ceasing to cut. Instead, the dulled grains will begin to heavily smear, burnish, and mechanically plow the titanium surface, injecting massive amounts of destructive cold work and deep mechanical twins into the alpha grains. Consequently, the SiC grinding paper must be discarded and changed with extreme frequency to maintain active, clean cutting action.
A highly optimized, standard SiC grinding protocol designed for a common alpha-beta alloy like Ti-6Al-4V proceeds precisely as follows:
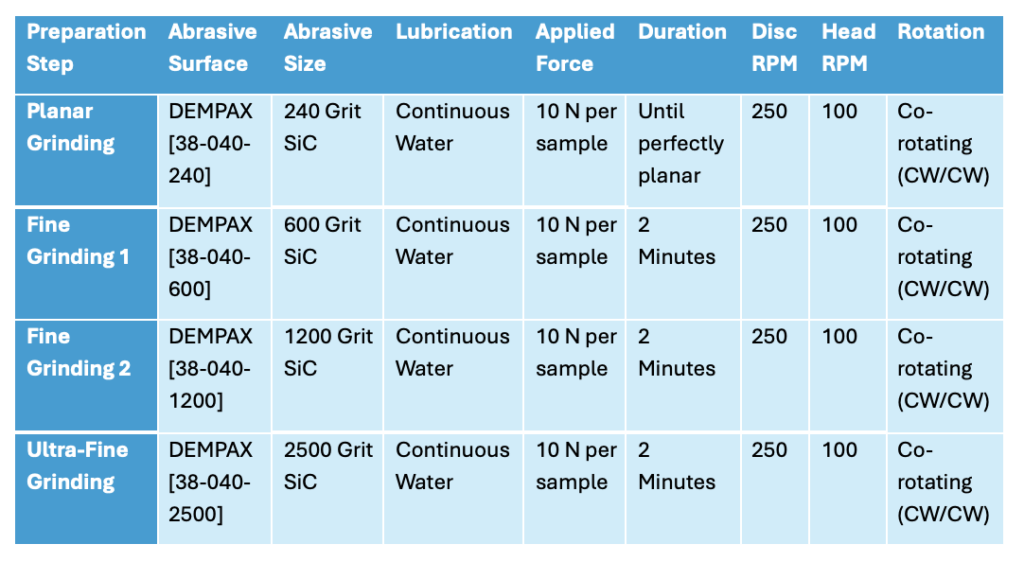
During all silicon carbide grinding steps, complementary rotation (where both the motorized head and the underlying platen rotate in the exact same clockwise direction) is typically employed to maximize the sheer rate of material removal, while maintaining aggressive, high-volume water cooling to completely suppress any potential thermal damage or localized burning.
Advanced Magnetic Diamond Grinding Systems
In today’s high-volume laboratories, fixed diamond grinding disks have become the preferred method to significantly reduce metallographic preparation time for titanium materials. MAGNETO uses Special Magnetic Foil (SMF), which is fixed to the aluminum machine platen. To prepare your metallographic specimen, simply drop the Thin Metal Plate (TMP) supported MAGNETO Diamond Grinding Disk onto the foil. Instant adhesion occurs without the need for adhesives.
These disks feature high-grade diamond particles embedded in a hard matrix that have extremely sharp edges and feature scratch-free surfaces. Water is used as the sole lubricant. For pure titanium materials that exhibit high ductility, a fast 2-step process is recommended:
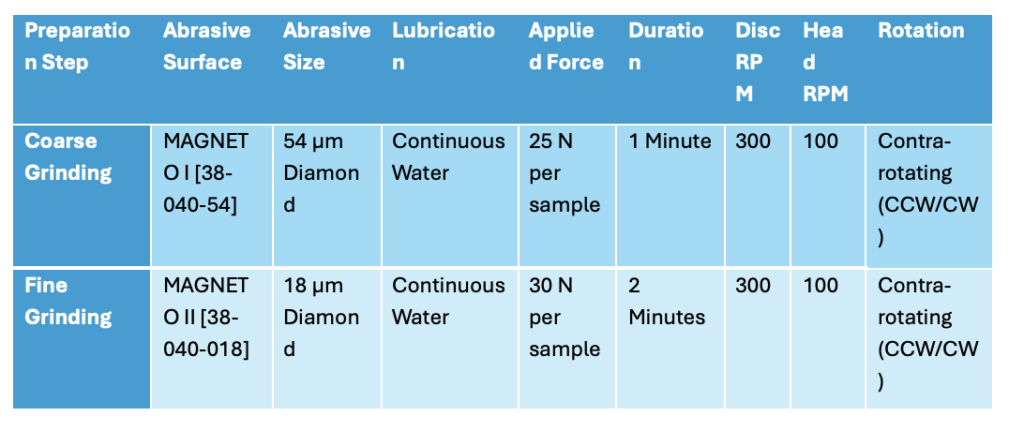
The rigid diamond grinding system compresses the traditional 10-minute SiC paper cycle to a fast 3-minute cycle that produces minimal waste while ensuring flatness is perfectly preserved.
Intermediate Diamond Polishing Technique
The intermediate polishing step transforms your titanium surface from a dull ground appearance to a brilliant near-mirror surface. This step requires the exclusive use of microscopic diamond particles embedded in special woven or napped cloths. For pure titanium grades that exhibit lower hardness compared to other grades like steel, it is recommended that you slow down the speed of the polishing head and platen by 20% compared to the standard polishing parameters used for steel materials.
Metkon’s specialized FEDO-3 or METAPO-B synthetic polishing cloths are highly suitable and engineered precisely for this demanding task. The chosen cloth is systematically charged with a 3 µm diamond abrasive, utilizing either Metkon’s DIAPAT-M (monocrystalline diamond, for higher cutting rates) or DIAPAT-P (polycrystalline diamond, for a slightly finer surface finish) suspensions or pastes.
To facilitate continuous cutting and actively clear the microscopic swarf away from the cloth, a high-quality, perfectly formulated lubricant like Metkon DIAPAT is absolutely essential. The lubricant performs three absolutely significant functions: it maintains the specimen at a cool temperature, it effectively carries the diamond abrasive particles across the cloth, and it dynamically flushes and expels the titanium debris. During intermediate polishing, the flow rate must be exact; a lubricant drop rate of 2-3 drops per minute is maintained to prevent hydroplaning while still providing adequate lubrication.
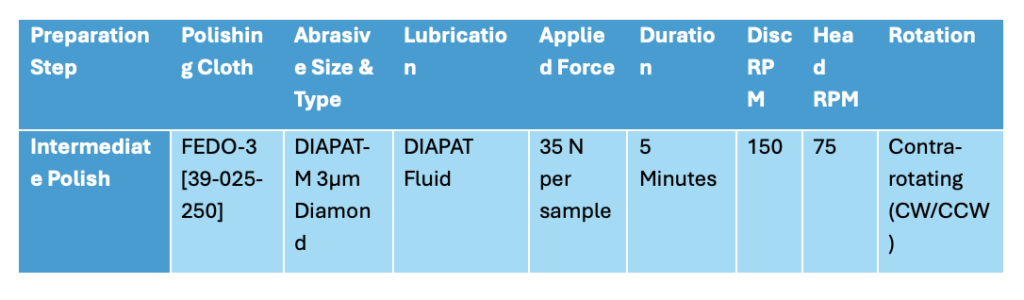
The typical, highly optimized parameters for the intermediate polishing of an alpha-beta titanium alloy involve:
Final Polishing: The Paradigm of Colloidal Silica
COL-K(NC) is a highly specialized and non-crystallizing colloidal silica suspension containing uniform spherical particles of silica between 0.04 and 0.05 µm in size and a controlled alkaline environment at a pH of 10. This final stage is done on very soft and high-pile napped cloth such as COLLO and FEDO-1. For smearing to be prevented, highly reduced automatic speed is set to 100 RPM for the disk and 50 RPM for the head. At the same time, lower downward pressure of 15 to 35 N is maintained for 5 to 10 minutes.
The effectiveness of the colloidal silica lies in its chemo-mechanical action. At the high alkaline pH, the colloidal silica chemically reacts with the titanium. Instantaneously, a microscopic passivating film of titanium silicate or complex titanium dioxide forms. At the same time, the ultra-fine silica particles provide a gentle mechanical wiping action. This action physically wipes away the newly reacted and thus softened titanium layer before it has a chance to thicken. This process produces a mirror-like finish completely free of any mechanical twins, embedded abrasives, and smeared metal.
Attack Polishing for High-Purity CP Titanium
The High Purity Commercially Pure (CP) titanium and ductile unalloyed alpha titanium grades often remain stubbornly smeared and resistant to traditional polishing techniques. This problem is overcome by the attack polishing technique, which introduces a powerful chemical oxidizer directly into the colloidal silica solution. This is done by mixing 5% to 10% by volume of liquid hydrogen peroxide, which is a 30% solution of H₂O₂, directly into the COL-K(NC) colloidal silica solution prior to applying the solution to the polishing cloth. This is specified by the standardized procedure.
This powerful chemical mixture is then used to unleash a fierce chemo-mechanical attack. This chemical reaction breaks down and attacks the titanium surface, breaking all the chemical and bond ties that are holding the smeared titanium surface. At the same time, the 0.05 µm silica particles then sweep away the smeared surface, revealing the fresh, undeformed crystal lattice below. As a result of this intense chemical oxidation reaction, which naturally occurs and builds up heat, the user should ensure that the automated polishing equipment is equipped with a cooling system. It is imperative that the user wears heavy gloves and splash-proof goggles to protect themselves from the dangerous and volatile properties of the hydrogen peroxide solution. Once the attack polishing cycle is completed, the user should then immediately flush and rinse the polishing cloth and titanium surface with copious amounts of warm water. This should then be followed by an immediate rinse with a laboratory-grade ethanol solution to stop the oxidation reaction and prevent the crystallization of the colloidal silica solution, which then permanently bonds to the fresh, pristine titanium surface.
Automated Dosing
The challenge in maintaining precise reproducibility among multiple batches of samples run on different days is a pervasive concern in high-volume titanium metallography. Indeed, the precise ratio of diamond abrasive to cooling lubricant and ultra-fine supply of colloidal silica suspension have a significant effect on the surface quality. Sophisticated automated dosing systems have the capability to dispense diamond suspension at regular time intervals, such as five to ten seconds. Water-based lubricants are also precisely metered at a rate of 2-3 drops per minute. This balance in fluid dynamics ensures that adequate lubricant is supplied to effectively evacuate swarf without generating a hydrodynamic film that causes your sample to hydroplane on the abrasive. Total automation also eliminates human variability and minimizes wastage of expensive materials while ensuring that each and every aerospace or medical-grade titanium part is subjected to the same level of rigor.
Electrolytic Polishing and Etching Methods
For specific situations in which nanometer-level deformation cannot be tolerated, or for titanium materials with intricate geometries and shapes that cannot be physically abraded, electrolytic polishing and etching represent an attractive solution to conventional physical polishing of titanium alloys.
Non-Mechanical Electrolytic Preparation
ELOPREP 102 represents an extremely sophisticated and fully programmable system for anodic dissolution of materials. For this method, it is imperative to mount your electrically conductive titanium material in CON Conductive Bakelite prior to immersing it in a specially developed and chilled acid-based electrolyte solution. After initial physical abrasion of your titanium to 1200 grit SiC, direct electric current at a range of 0-25V is applied to the system. In this case, your titanium material represents the anode. This electric field preferentially dissolves microscopic peaks on your titanium surface in comparison to the valleys. As this method operates at the purely ionic level, your titanium surface will always be 100% free of mechanical twinning, SiC abrasives, and smearing effects.
Chemical Etching with Kroll’s Reagent
Your titanium surface, after successful physical polishing, represents a mirror-like surface with no discernible features. For this reason, your titanium surface must be chemically etched to observe grain and phase distributions. Kroll’s reagent remains the universal standard for chemical etching of titanium and other materials. This solution comprises 2-3 mL of hydrofluoric acid, 2-6 mL of nitric acid, and 100 mL of distilled water. Hydrofluoric acid dissolves the titanium dioxide passivation layer and reacts with alpha and beta grain boundaries. Nitric acid prevents hydrogen absorption and the consequent formation of titanium hydride. Your titanium surface must be submerged in this solution for a period of 10-30 seconds. Shorter durations of immersion enable the observation of the finest of details, such as martensitic needles.
Tint Etching for Pure Alpha Titanium
Standard Kroll’s reagent does not give enough contrast for pure alpha titanium. This is why we use tint etchants, such as Modified Weck’s Reagent, which consists of 100 mL water, 25 mL ethanol, and 2 g ammonium bifluoride. This solution leaves microscopic, semi-transparent crystalline oxide films on your polished titanium surface. Film thickness is dependent on crystal orientation of the titanium grains.
Polarized Light Microscopy Applications
When using tint-etched titanium specimens and analyzing them with crossed polarized light filters and a first-order red tint plate, microscopic film thickness variations are represented by brilliant, contrasting colors, allowing instant visual representation of grain orientation and texture variations in titanium alloys.
Avoiding Mechanical Twinning in Titanium Microstructural Analysis
In order to avoid mechanical twinning in titanium, all parameters of the metallographic preparation of titanium must be carefully controlled. This is due to the hexagonal close-packed titanium lattice, which is highly sensitive to deformation twinning, making titanium microstructural analysis difficult if these parameters are not controlled.
Reducing Rotational Speeds and Applied Forces
You must reduce the rotational speeds and applied forces used to polish titanium alloys. This means that we must reduce the disk speed to 100 RPM and the head speed to 50 RPM. In addition, we must reduce the applied forces to between 15 and 35 N per sample. This minimizes the shear stress that causes twinning in alpha titanium while allowing enough force to remove material effectively.
Cloth Selection and Lubrication Strategies
Choose very soft and high-piled napped cloths such as COLLO and FEDO-1 for final polishing stages. These cloths are designed to provide a more uniform distribution of pressure on the titanium surface, thus avoiding stress concentration. Provide a constant supply of colloidal silica suspension and precise fluid dynamics. The lubricant should be able to transport swarf away from the surface without forming hydrodynamic films that make the samples hydroplane on the abrasives.
Immediate Post-Polish Cleaning Protocol
Immediately after polishing, the cloth and the specimen should be flushed with copious quantities of warm water. Subsequently, they should be flushed with lab-grade ethanol to stop oxidation reactions and to prevent colloidal silica from crystallizing and permanently bonding to the surface of your titanium sample, thus preserving the artifact-free finish that is a requirement of titanium metallography.
Conclusion
In conclusion, metallographic preparation of titanium is a complex and labor-intensive process that requires strict attention to detail throughout all the processes, from sectioning to chemical etching. Titanium’s unique hexagonal close-packed crystal lattice and surface chemistry are obstacles to metallographic examination that cannot be overcome using conventional metallographic techniques. However, through controlled grinding, chemo-mechanical polishing, and attack polishing, all forms of mechanical twinning and surface smearing are eliminated, allowing for a clear and accurate microstructural examination using Kroll’s reagent and electrochemical techniques. Mastering these special techniques ensures that titanium metallography is carried out with a high degree of accuracy, allowing for quality control of aerospace and medical devices. Your level of accuracy in metallographic preparation directly correlates to the accuracy of the microstructural examination of titanium samples.
FAQs
Q1. Why is titanium more difficult to prepare for metallographic examination and analysis compared to other metals?
Q2. What is deformation twinning and how does it affect titanium sample preparation? Deformation twinning in titanium occurs because of the limited slip systems of titanium. Due to this, the titanium crystals cannot accommodate the applied stress through deformation. As a result, deformation twinning occurs, and the titanium crystals change their shape. These artificially created twins in titanium crystals have the form of parallel lines and can easily be mistaken for other microstructures in titanium, leading to incorrect results.
Q3. What is Kroll’s reagent and how is it used in titanium metallography? Kroll’s reagent is a chemical solution used in the metallographic preparation of titanium. The chemical solution is composed of 2-3 mL of hydrofluoric acid, 2-6 mL of nitric acid, and 100 mL of distilled water. This chemical solution dissolves the passivation layer formed on the titanium surface. As a result, the microstructures within the titanium become clear. The solution is applied to the titanium surface for either 10-30 seconds. The shorter the time, the better the results. Conversely, the longer the time, the better the contrast between the microstructures.
Q4. What role does colloidal silica play in polishing titanium alloys? Colloidal silica plays a major role in polishing titanium alloys. Colloidal silica ensures a mirror-like polish of the titanium surface without damaging the surface. This chemo-mechanical polishing action of colloidal silica ensures the complete removal of mechanically twinned structures and abrasives. In addition, colloidal silica ensures the removal of smeared materials. This chemo-mechanical action of colloidal silica ensures a mirror-like polish of the titanium surface without damaging the surface.
Q5. How can mechanical twinning be prevented during titanium sample preparation? In order to prevent twinning in titanium, it is necessary to reduce the rotational speeds of the disk and the head to 100 RPM and 50 RPM, respectively. In addition, it is necessary to reduce the applied forces to between 15-35 N for each sample. Moreover, very soft and high-pile napped cloths have to be used. In addition, it is necessary to ensure continuous lubrication with colloidal silica and to immediately wash the samples with warm water and ethanol after polishing.



