Metalografik Numune Hazırlama Teknikleri
Metalografik Numune Hazırlama Teknikleri
Metallografik numune hazırlama, güvenilir malzeme analizi ve karakterizasyonunun temel taşıdır. Numuneler doğru şekilde hazırlanmadığında, mikro yapılar yanlış okunabilir ve ölçümler güvenilmez hale gelebilir. Tüm araştırma, hatalı sonuçlarla sonuçlanabilir. Önemi iyi bilinmesine rağmen, birçok laboratuvar, hazırlık tekniklerinin yetersizliği nedeniyle sonuçlarla hala mücadele etmektedir.
Bu kapsamlı kılavuz, ilk kesimden son aşındırmaya kadar metalografik hazırlığın her aşamasını adım adım anlatır. Malzeme bilimcileri, kalite kontrol uzmanları ve metalurji araştırmacılarına yönelik olan bu kılavuz, numunelerin mükemmelliğe ulaşmasını engelleyen engelleri aşmak için pratik teknikler sunar.
Metalografi Nedir? Tanım, Teknikler ve Endüstriyel Uygulamalar
Bu yolu izleyerek, numuneleri istenmeyen artefaktlardan uzak tutarak temiz bir şekilde kesmeyi, doğru kalıplama bileşiğini seçmeyi, doğru bir zımparalama ve parlatma dizisi uygulamayı ve uygun aşındırma adımlarını uygulamayı öğreneceksiniz. Ayrıca, analizlerinizi tehlikeye atabilecek hazırlık hatalarını tespit etmeyi ve düzeltmeyi öğreneceksiniz.
Kesit Alma: Hasara Neden Olmadan Numuneyi Hazırlama
Metalografik numune hazırlama işleminin ilk fiziksel adımı, malzemeyi kesit alarak, malzemenin genelini gerçek anlamda temsil eden bir numune elde etmektir. Kesme yöntemleri kullanmak, orijinal mikro yapıyı bozulmadan korur ve mekanik deformasyon, ısı kaynaklı hasar veya analiz sonuçlarını tehlikeye atabilecek diğer artefaktlardan kaçınır.
Doğru Kesme Aletini Seçme: Aşındırıcı ve Elmas Testere Karşılaştırması
Metallografik numune hazırlama, güvenilir malzeme analizi ve karakterizasyonunun temel taşıdır. Numuneler doğru şekilde hazırlanmadığında, mikro yapılar yanlış okunabilir ve ölçümler güvenilmez hale gelebilir. Tüm araştırma hatalı sonuçlarla sonuçlanabilir. Önemi iyi bilinmesine rağmen, birçok laboratuvar hazırlık tekniklerinin yetersizliği nedeniyle hala sonuçlarla mücadele etmektedir.
Bu kapsamlı kılavuz, ilk kesimden son aşındırmaya kadar metalografik hazırlığın her aşamasında size yol gösterir. Malzeme bilimcileri, kalite kontrol uzmanları ve metalurji araştırmacılarına yönelik olan bu kılavuz, numunelerin mükemmelliğe ulaşmasını engelleyen engelleri aşmak için pratik teknikler sunar.
Metalografi Nedir? Tanım, Teknikler ve Endüstriyel Uygulamalar
Bu yolu izleyerek, numuneleri istenmeyen artefaktlardan uzak tutarak temiz bir şekilde kesmeyi, doğru kalıplama bileşiğini seçmeyi, sıkı bir zımparalama ve parlatma dizisi yürütmeyi ve uygun aşındırma adımlarını uygulamayı öğreneceksiniz. Ayrıca, analizlerinizi tehlikeye atabilecek hazırlık hatalarını tespit etmeyi ve düzeltmeyi de öğreneceksiniz.
Kaynakları inceliyor, malzeme arızalarını takip ediyor veya alaşımları karakterize ediyor olsanız da, metalografik hazırlık tekniklerini ustaca kullanarak numunelerinizin mikroskop altında gerçek mikro yapısal özelliklerini güvenilir bir şekilde ortaya çıkarmasını sağlayabilirsiniz.
Kesme Sırasında Isıdan Etkilenen Bölgeleri En Aza İndirme
Kesme sırasında ortaya çıkan ısı, numune hasarının başlıca nedenidir. Sıcaklıklar yükseldiğinde mikro yapı değişebilir, termal gerilme ortaya çıkabilir, faz değişiklikleri meydana gelebilir ve düşük erime noktalı bileşenler sıvılaşabilir. Neyse ki, bu sorunları kontrol altına almak için birkaç yaklaşım mevcuttur:
Kesme arayüzüne tam olarak yönelik bir soğutucu akışını kullanın. Isının kontrollü bir şekilde dağılmasını sağlayan bir besleme hızı kullanın. Malzemeye uygun kesme parametreleri (hız ve yük) seçin. Söz konusu malzeme ısıya iyi dayanmıyorsa, kesme işlemini tercih etmek faydalı olabilir.
Su bazlı soğutucular genellikle bu durumlarda iyi sonuç verir, ancak reaktif metallerin oksitlenmesini önlemek için yağ bazlı varyantlar tercih edilir. Soğutucu, sıcaklığı düşürmenin yanı sıra, kesme verimliliğini engelleyebilecek kesme kalıntılarını da temizler.
Numune Bozulmasını Önlemek için Sıkıştırma Teknikleri
Numuneleri bozulmadan korumak için parçayı tasarlanmış bir fikstürle sabitlemek de aynı derecede önemlidir. Çok gevşek bir kelepçe titreşime, titreşim izlerine ve numune deformasyonu riskine yol açar. Aşırı basınç uygulamak ise mekanik gerilime neden olabilir ve hatta hassas malzemeleri ezebilir.
Kanıtlanmış bazı sıkıştırma stratejileri şunlardır:
- Bir dizi kelepçeyi iş parçasına takmak yükü eşit olarak dağıtır.
- Yumuşak malzemelerin üzerine bir yastık yerleştirin.
- Kelepçelerin, analiz etmeyi planladığınız alandan uzakta konumlandırıldığından emin olun.
- Düzensiz şekilli numunelerle çalışmak için fikstürler kullanın.
- İnce veya hassas numuneler genellikle birkaç özel taktikle daha iyi sonuç verir: bunları geçici bir destek ortamına gömmek ve tutma kuvvetini yüzey boyunca eşit olarak dağıtan vakumlu fikstürler kullanmak.
Kesit alma sırasında sık sık yapılan görsel kontroller, iş akışı sonraki hazırlık aşamalarına geçmeden önce ortaya çıkan kusurları yakalayan bir erken uyarı sistemi görevi görür. Kesit alınmış bir numune, seçilen parametrelerin malzemenin orijinal yapısını başarıyla koruduğunun açık bir göstergesi olan, sadece hafif çapaklar veya küçük kenar eğrilikleri olan, büyük ölçüde düzgün bir yüzeye sahip olmalıdır.
Hassas bir şekilde kesilen numune, yerine sabitleyen ve sonraki zımparalama ve parlatma aşamaları için hazırlayan bir adım olan kalıplama aşamasına geçer.
Kalıplama: İleri İşlemler için Numunenin Sabitlenmesi
Kesme işleminden sonra, numunelerin uygun şekilde monte edilmesi, sonraki hazırlık aşamalarında işlemeyi kolaylaştıran ve kenarların korunmasını sağlayan önemli bir adımdır. Kalıplama, manipülasyonu basitleştiren ve zımparalama ve parlatma işlemleri sırasında hassas özelliklerin zarar görmesini önleyen standart bir şekil sağlar.
Sıcak ve Soğuk Kalıplama: Ne Zaman Hangisini Kullanmalı?
Kalıplama yüksek ısı (150–180 °C) ve güçlü basınç (290–420 bar) altında birbirine preslenen termoset veya termoplastik reçinelere dayanır. 15–20 dakika içinde, mükemmel kenar tutuculuğa sahip yoğun sert kalıplar üretir. Aşağıdaki durumlarda kalıplama yöntemini düşünün:
- Zorlu malzemelerde kenarların keskinliğini ne kadar iyi koruduğunu incelemek.
- Verimliliği artırmak için numuneleri aynı anda hazırlamak.
- Yüksek düzlük gerektiren numuneleri işlemek.
- Isıya maruz kalmasına rağmen inatla değişmeyen maddeleri incelediğinizde.
Bununla birlikte, bir malzeme ısıya duyarlıysa veya bir numune belirli özellikler gösteriyorsa, soğuk kalıplama yaklaşımı genellikle vazgeçilmez hale gelir. Kalıplama, sıvı reçine ile ortam sıcaklığında sertleşen bir sertleştiricinin, herhangi bir basınç uygulanmadan karıştırılmasından oluşur. Aşağıdaki durumlarda kalıplama yöntemini tercih edin.
- Polimerler ve kaplanmış numuneler gibi ısıya duyarlı malzemeler.
- Maruz kalma sonucu yeniden şekillenen mikro yapıları olan numuneler.
- Sızma gerektiren gözenekli yapılar
- Hassas veya kırılmaya yatkın bileşenler
- Maddelerle dolu numuneler.
Soğuk kalıplama genellikle altı ila yirmi dört saat arasında bir kürlenme süresi gerektirir, ancak bunun karşılığında sıcaklığa duyarlı numunelerin mikro yapısı bozulmaz.
Malzeme Türüne Göre Epoksi Reçine Seçimi
Uygun kalıplama ortamının seçimi, numune malzeme özelliklerine ve analitik hedeflere büyük ölçüde bağlıdır. Başlıca reçine türleri şunlardır:
- Akrilik reçineler – Orta sertlik ve büzülme ile hızlı kürleşme (8-15 dakika). Kenar tutma özelliğinin kritik olmadığı rutin incelemeler için uygundur.
- Epoksi sistemleri – Minimum büzülme (0,5-1%) ile üstün yapışma. Gözenekli malzemeler, hassas numuneler ve mükemmel kenar koruma gerektiren durumlar için idealdir. Daha uzun kürlenme süresi (6-24 saat) ana dezavantajıdır.
- Fenolik bileşikler – Öncelikle sıcak kalıplamada kullanılır, takım çeliği ve seramik gibi daha sert malzemeler için mükemmel sertlik ve kenar tutma özelliği sunar.
- İletken reçineler – Kalıplamada elektriksel yollar oluşturan metalik dolgu maddeleri (bakır, nikel) içerir. Numunenin iletkenliğinin şarj artefaktlarını önlediği taramalı elektron mikroskobu veya elektrolitik parlatma uygulamaları için gereklidir.
Kalıplama ortamının sertliğini numuneye uydurmak çok önemlidir — reçineye yerleştirilen yumuşak numuneler hazırlık sırasında yuvarlak kenarlar geliştirme eğilimindeyken, çok sert numuneler kenarlarını sağlam tutmak için eşit derecede sert bir kalıplama malzemesine ihtiyaç duyar.
Kalıplarda Hava Kabarcıkları ve Boşluklardan Kaçınmak
Kalıplarda sıkışan hava bir dizi soruna yol açar: kalıbın yapısal mukavemetini bozar, parlatma çamurunun sızmasına neden olur ve mikroskobik görüntüyü bulanıklaştırır. Kabarcık içermeyen kalıplar elde etmek için aşağıdaki yöntemleri uygulayın:
- Reçineleri iyice karıştırın. Hava sıkışmasını önlemek için ölçülü bir hızda karıştırın.
- Karıştırılan reçineleri dökmeden önce iki ila üç dakika kadar bekletin.
- Reçineyi doğrudan numuneye dökmek yerine, kalıplama kabının duvarı boyunca yönlendirin.
- Özellikle 15 ila 30 inHg arasındaki basınçlarda malzemeler için vakum emdirme yöntemini dikkate almaya değer.
- Üreticinin önerdiği reçine-sertleştirici karışımına sıkı sıkıya bağlı kalın.
- Kalıplamadan önce numunelerin ve kalıplama kaplarının lekesiz ve tamamen kuru olduğunu kontrol edin.
Soğuk kalıplama için profesyonel vakum emdirme cihazları, kalıplama ortamı ve numunenin gözeneklerinde hapsolmuş havayı verimli bir şekilde boşaltır. Ancak pratikte, kalıplama kabını bir yüzeye hafifçe vurmak, inatçı kabarcıkları serbest bırakarak özel ekipman kullanımını gereksiz hale getirir.
Numuneler güvenli bir şekilde kalıplandıktan sonra metalografik hazırlık sürecinin malzemenin özelliklerini ortaya çıkarmaya başladığı aşama olan zımparalama ve parlatma aşamasına geçilir.
Zımparalama ve Parlatma: Çiziksiz Bir Yüzey Elde Etme
Zımparalama ve parlatma, kaba kesilmiş bir numuneyi mikro yapısal incelemeye uygun, mükemmel düzlükte, ayna gibi bir yüzeye dönüştürür. Bu kritik aşama, kesit hasarını giderirken yüzey pürüzlülüğünü kademeli olarak azaltarak malzemenin gerçek özelliklerini ortaya çıkarır.

Sıralı Aşındırıcı Kum Seçimi (SiC’den Elmasa)
Güvenilir bir metallografik hazırlık, kumdan başlayıp en ince kumla biten ölçülü bir yürüyüş gibidir. İlk olarak silikon karbür (SiC) kağıdı, kalıplama ortamını temizlemek ve numunenin yüzeyini düzleştirmek için kullanılır. P120–P240 kum ile başlamak, kesim sırasında oluşan hasarı hızla ortadan kaldırır ve düz bir yüzey oluşturur. Ardından P400, P600 ve son olarak P800 ile devam edilir; her bir aşama, bir önceki aşamanın bıraktığı çizikleri parlatarak yüzeyi kademeli olarak inceltir.
Aşındırıcılarla çalışırken sistematik ve planlı bir yöntem gereklidir.
Her aşama arasında numuneyi çeyrek tur döndürerek önceki adımda kalmış olabilecek çizikleri temizleyin.
Laboratuvarlarda, son parlatma rutini, 9 µm’lik bir kumdan başlayarak 6 µm’ye, ardından 3 µm’ye ve son olarak 1 µm’lik bir bulamaçla devam eden, sırayla daha ince hale gelen elmas süspansiyonları merdivenini tırmanır. Her bir aşama, bir öncekinin bıraktığı çizikleri temizler. Metalografik çalışma hassasiyet gerektirdiğinde, mikron altı kolloidal silika (yaklaşık 0,05–0,02 µm) kullanılır ve bu da esasen kusursuz bir yüzey kalitesi sağlar.
Vickers Sertlik Testi (Ölçüm) Yöntemi Nedir? | Yöntem, Uygulamalar ve Avantajlar
Zımparalama ve parlatma sırasında yağlayıcı sıçraması kaçınılmazdır. İş akışı yağlama olmadan devam ederse, numuneler kaçınılmaz olarak aşağıdaki gibi bir dizi soruna maruz kalır:
Sürtünme, sıcaklığı belirli aralıklara çıkardığında, malzemenin hassas iç kafesi yeniden yapılandırılır.
Uygulamada, daha yumuşak fazlar genellikle çevreleyen bileşenlere yayılır.
Sıkışan bir aşındırıcı tanecik, gözü yanıltabilecek yapaylıkların ortaya çıkmasına neden olabilir.
Hızla aşınan kağıt, hazırlık verimliliğini azaltır.
Alkol bazlı veya özel olarak formüle edilmiş yağlı yağlayıcı seçmek, bileşenlerin yıkanmasını önler. Magnezyum ve alüminyum parçalar genellikle hazırlık aşamasında oksidasyonu önleyen yağlayıcıları tercih eder. Çelik metalografisi için, bol miktarda su genellikle yağlama sağlar.
Nihai Yüzey Bitirimi için Titreşimli Parlatma
Titreşimli parlatma, kritik incelemeler için deformasyonsuz yüzeyler üretmede mükemmeldir. Bu teknik, aşınma yerine mikro kesme yoluyla malzemeyi nazikçe kaldıran düşük genlikli salınımlar (1-5μm) kullanır. Numune, ince aşındırıcı ve yağlayıcıdan oluşan bir bulamaç içinde serbestçe yüzer ve yönlü yapaylıkların oluşmasını en aza indirir.
Bu yöntem özellikle aşağıdakiler için çok değerlidir:
- Sertliği değişen bileşenlere sahip çok fazlı malzemeler
- Mekanik ikizleme veya gerilim kaynaklı dönüşümlere yatkın malzemeler
- Kenar yuvarlama olmadan uzun süreli parlatma (2-24 saat) gerektiren numuneler
Yaygın Artefaktlar: Kuyruklu Yıldız İzleri ve Kopmalar
Titizlikle uygulanan tekniklerle bile bazı hazırlık artefaktları ortaya çıkabilir. Kuyruklu yıldız izleri, genellikle yetersiz yağlayıcı, aşırı basınç veya kirlenmiş parlatma bezi nedeniyle sert parçacıklardan veya kapanımlardan yayılan çizikler olarak görünür.
Çekilmeler, numune hazırlama sırasında daha sert parçacıkların veya fazların matristen ayrılmasıyla oluşur ve analizde gerçek özellikler olarak yanlış yorumlanabilecek gözenekler veya boşluklar oluşturur. Fazların sertlik kontrastı gösterdiği malzemeler bu artefaktlara özellikle maruz kalır. Bu sorunları aşağıdakilerle azaltabilirsiniz:
- Bir hazırlık adımından diğerine geçerken, kum boyutunda daha kademeli değişiklikler yapmaya çalışın.
- Basınçla birlikte uzatılmış parlatma aralıkları.
- Malzemeler için özel gömme yöntemleri
- Numunenin sertliği ile aynı sertliğe sahip kalıplama ortamı seçin.
Zımparalama ve parlatma rutini boyunca amaç aynı kalır: analizi yanıltabilecek hazırlık kaynaklı yapaylıkların önlenmesi ve malzemenin mikro yapısını aslına sadık bir şekilde yansıtan bir yüzey elde edilmesi.
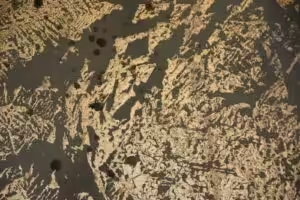
Aşındırma: Mikro Yapıyı Doğru Bir Şekilde Ortaya Çıkarma
Aşındırma, metalografik hazırlıkta mikro yapısal özellikleri seçici olarak çözen veya renklendiren ve bunları analiz için görünür hale getiren son kritik adımdır. Mükemmel bir şekilde parlatılmış bir yüzey, tane sınırlarını, fazları ve diğer önemli özellikleri ortaya çıkaran uygun bir aşındırma işlemi yapılana kadar malzemenin mikro yapısı hakkında çok az bilgi verir.
Çelik, Alüminyum ve Bakır Alaşımları için Kimyasal Aşındırıcılar
Aşındırıcı seçimi, alaşımın bileşimi ve görülmesi gereken belirli mikro özelliklere bağlıdır. Demir bazlı malzemeler için, etanol içinde %2-5 nitrik asit karışımı olan Nital, genel mikro yapıyı ortaya çıkarmak ve ısıl işlem görmüş çeliklerde martensiti net bir şekilde görmek için en çok tercih edilen çözüm olmaya devam etmektedir. Buna karşılık, etanol içinde yaklaşık %4 asit içeren Picral, hem karbon hem de alaşımlı çeliklerde perlit ve karbür düzenlemelerini ortaya çıkarmada etkili olduğu kanıtlanmıştır.
Alüminyum alaşımları için, 2,5 ml asit, 1,5 ml hidroklorik asit, 1 ml hidroflorik asit ve 95 ml damıtılmış sudan oluşan Keller reaktifi, tane sınırlarını ve bileşen fazlarını net bir şekilde ortaya çıkarmada oldukça etkilidir. Bakır alaşımları durumunda, bir banyo (50 ml HCl içinde çözülmüş 5 g FeCl₃ ve 100 ml su ile doldurulmuş) veya bir amonyum persülfat çözeltisi (90 ml su içinde çözülmüş 10 g) genellikle aşırı kararmayı önlerken tane yapısını vurgulamak için işe yarar.
Aşındırma Süresi ve Sıcaklığının Kontrolü
Uygun aşındırma, birkaç değişkenin kontrolüne bağlıdır. Uygulamada, daldırma süreleri genellikle aşındırıcı maddenin gücü ve malzemenin reaktivitesine göre belirlenen üç ila altmış saniye arasında değişir. Daldırma ile başlamak ve istenen kontrast ortaya çıkana kadar her uygulamadan sonra numuneyi incelemek mantıklı bir stratejidir. Karışık aşındırıcı maddeler, bir süre bekletilmiş çözeltilere göre daha öngörülebilir sonuçlar verir.
Çözeltinin ısısı, aşındırma hızını önemli ölçüde etkiler; daha sıcak karışımlar daha agresif olur ve kolayca aşırıya kaçabilir. Numuneler için şu taktikleri deneyin:
- Tekrarlanabilir sonuçlar elde etmek için çözeltileri oda sıcaklığında (20–25 °C) tutun.
- Maddeyi daldırma yerine pamuklu çubukla uygulamayı tercih etmek, reaktif malzemeler üzerinde belirgin şekilde daha iyi kontrol sağlar.
- Nötrleştirme aralıklarıyla birlikte kesintiye uğrayan aşındırma, desenin ölçülü bir şekilde gelişmesini sağlar.
Aşındırma kontrolden çıktığında, ortaya çıkan kontrast o kadar belirgin olur ki, hassas özellikler kaybolur; aşındırma zayıf olduğunda ise mikro yapı inatla gizemli kalır. Sonuç olarak, aşındırma derecesini belirlemek, her malzeme-aşındırıcı ikilisiyle pratik yaparak geliştirilen bir beceridir.
Aşındırıcıları Kullanırken Güvenlik Önlemleri
Metallografik aşındırıcılar asitler ve diğer tehlikeli kimyasallar içerdiğinden, sıkı güvenlik protokolleri vazgeçilmezdir. Toksik buharların solunmasını önlemek için daima çalışan bir duman kabininin altında çalışın. Ayrıca uygun kişisel koruyucu ekipman (eldiven, yüz kalkanı ve laboratuvar önlüğü) giyilmelidir.
Aşındırıcılar, açıkça etiketlenmiş ve kimyasal olarak uyumlu kaplarda, herhangi bir sıçramayı yakalamak için içlerinde tutma kabı içinde saklanmalıdır. Anında sıçrama giderme için, nötrleştirici olarak önceden karıştırılmış bir çözeltiyi elinizin altında bulundurun. Önemli olarak, hiçbir koşulda bilinmeyen kimyasalları karıştırmayın; öngörülemeyen eşleştirmeler şiddetli reaksiyonlara yol açabilir veya tehlikeli yan ürünler oluşturabilir.
Aşındırma işleminden sonra numuneleri uygun çözücülerle durulayın ve daha sonra temiz, filtrelenmiş hava akımıyla kurutun, böylece lekeler daha sonraki mikroskobik incelemeyi bozmaz.
Son Kontrol: Mikroskopi için Numune Hazırlığının Sağlanması
Uygun son kontrol teknikleri, metalografik numunelerin mikroskobik inceleme altında gerçek mikro yapısal özelliklerini ortaya çıkarmasını sağlar. Bu kritik kalite kontrol adımı, yetersiz hazırlanmış numuneleri analiz etmekle zaman kaybetmeyi önler ve malzeme özelliklerinin doğru yorumlanmasını sağlar.
Doğru Görüntüleme için Mikroskop Kalibrasyonu
Numunenizi incelemeden önce, mikroskobunuzun güvenilir ve tekrarlanabilir sonuçlar verdiğini doğrulayın. Unutulmaması gereken ilk şey, kalibrasyonun uygun aydınlatma ayarlarıyla başladığıdır — görüş alanı boyunca eşit ışık dağılımı sağlamak için Köhler aydınlatmasını ayarlayın. Gerçekten de, düzensiz aydınlatma, önemli mikro yapısal ayrıntıları gizleyen gölgeler oluşturur.
Her büyütme seviyesinde sertifikalı bir sahne mikrometresi kullanarak mikroskobun ölçüm sistemini doğru bir şekilde kalibre edin. Bu işlem, nicel mikro yapısal analiz için gerekli olan piksel boyutları ile gerçek fiziksel mesafeler arasındaki kesin ilişkiyi belirler.
Dijital görüntüleme sistemlerinde, beyaz dengesi ayarı, faz tanımlamasını veya aşındırma kontrastı yorumlamasını etkileyebilecek renk kaymalarını önler. Ayrıca, tüm optik bileşenlerin, numune özellikleri olarak yanlış yorumlanabilecek toz veya kalıntı içermediğinden emin olun.
Analiz Öncesi Yüzey Kalitesi Kontrol Listesi
Hazırladığınız numunenin sistematik bir kalite değerlendirmesini gerçekleştirin:
- Öncelikle düşük büyütme altında yüzeyi inceleyerek genel hazırlık kalitesini değerlendirin
- Hazırlık artefaktlarının (çizikler, çıkıntılar, kuyruklu yıldız izleri) olmadığını doğrulayın
- Tüm inceleme alanı boyunca tutarlı bir cilalama olduğunu doğrulayın
- Özellikle çok fazlı malzemelerde kenar tutunmasını kontrol edin
- Aşırı aşındırma olmadan yeterli aşındırma kontrastı sağlandığından emin olun
- Yüzeyin temiz ve kalıntı cilalama bileşikleri içermediğini doğrulayın
Bazen numuneler, kullanım sırasında biriken parmak izlerini veya organik kalıntıları temizlemek için alkol veya asetonla ek temizlik gerektirebilir. Esasen, herhangi bir kirlenme görüntü netliğini ve analitik doğruluğu bozabilir.
Örnek Verilerin Belgelenmesi ve Arşivlenmesi
Kapsamlı belgeleme, numunelerin hazırlandığı ve analiz edildiği bağlamı ve koşulları korur. Bu noktada, aşağıdakiler dahil olmak üzere önemli bilgileri kaydedin:
- Tam malzeme tanımlama ve bileşimi
- Orijinal bileşene göre numune yönü
- Ayrıntılı hazırlık prosedürü (kalıplama, aşındırıcılar vb)
- Hazırlık sırasında kullanılan ekipman ayarları
- Tarih ve operatör bilgileri
- Ana malzemeden çıkarılma yeri
Bu meta veriler, gelecekteki referanslar, sorun giderme veya karşılaştırmalı çalışmalar için çok değerlidir. Özellikle, dijital görüntü yönetim sistemleri, hazırlık parametrelerinin mikrograflara doğrudan eklenmesine izin vererek, gözlemlenen mikro yapıyı etkileyen koşulların kalıcı bir kaydını oluşturur.
Son kontrol, numune hazırlama ile anlamlı analiz arasındaki geçiş kapısıdır; bu aşamaya harcanan zaman, hazırlama artefaktlarına dayalı hatalı sonuçların önlenmesini sağlar.
Metallografik hazırlık, malzeme analizi sonuçlarının kalitesini ve güvenilirliğini doğrudan belirler. Bu kılavuzda, kusursuz numunelerin rutin olarak oluşturulmasını sağlayan her adımı ayrıntılı olarak inceledik. Bu teknikleri ustaca kullanan metalograflar, araştırma ve kalite kontrol amaçları için sadece daha doğru değil, aynı zamanda daha güvenilir veriler elde ederler.
Kesit alma, numune hazırlamanın temel taşıdır; kesme yaklaşımının seçilmesi, istenmeyen artefaktların sızmasını ve analizi tehlikeye atmasını önler. Ardından, parçayı yerine sabitleyen ve malzemenin özelliklerine uygun olarak seçilen kalıplama yöntemi ile işleme boyunca koruyan kalıplama gelir. Daha sonra, zımparalama ve parlatma rutini, hazırlık sırasında oluşan hasarları metodik olarak giderir. Güvenilir mikroskobik inceleme için gerekli olan ayna gibi bir yüzey oluşturur.
Aşındırma işlemi özenle yapıldığında, gerçek mikro yapısal özellikler bozulma veya yapaylık olmadan net bir şekilde ortaya çıkar. Son olarak, ayrıntılı analiz başlamadan önce her numunenin gerekli kalite standartlarını karşıladığı kapsamlı bir inceleme ile doğrulanır. Bu rutini takip ederek, tipik hatalar (ısı hasarı, kenar yuvarlama, kopma ve aşırı aşındırma) önlenir.
Tutarsız verilerle boğuşan birçok laboratuvar, sonunda sorunun kaynağını hazırlık aşamalarında yapılan kısayollar veya basit hatalara kadar izler. Her adıma biraz özen gösterilmesi, yorumlanması daha kolay mikro yapılar ve belirgin şekilde daha sıkı ölçümler elde edilmesini sağlayarak büyük fayda sağlar. Ayrıca, prosedürler dikkatlice kaydedildiğinde, çalışma tekrarlanabilir hale gelir. Belgeler, herhangi bir takip araştırması için kullanışlı bir referans görevi görür.
Metallografik Numune Hazırlama sadece teorik bir konu değildir; sağlam teknik bilgi birikimi ile cesur pratik deneyim gerektirir. Elbette bu rutin, sabır ve titizlik gerektiren yavaş bir egzersiz gibi gelebilir. Bunun karşılığında, analist mikrografiye bakarak, bir lekenin gerçek bir tane sınırı mı yoksa parlatma aşamasından kaynaklanan bir artefakt mı olduğunu tahmin etmeye gerek kalmadan anlayabilir. Bu disiplinli adım adım yöntemi uygulayan malzeme bilimcileri, malzemenin davranışını tutarlı bir şekilde ortaya çıkarır ve bu da metalurji çalışmalarının tüm yelpazesinde doğru karakterizasyon, güvenilir arıza analizi ve güvenilir kalite kontrollerine olanak tanır.



